Product Description & Characteristics
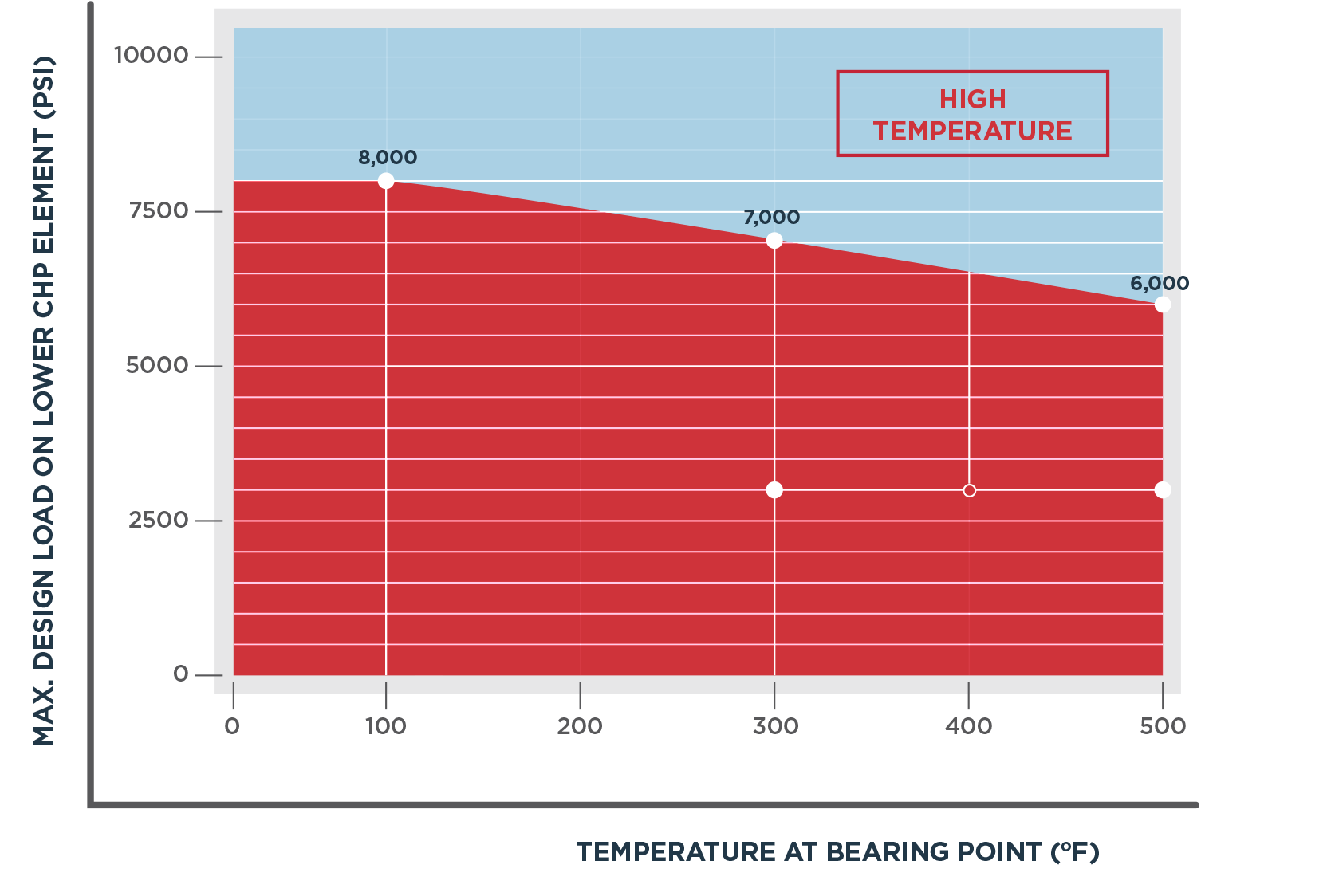
CON-SLIDE™ CHP bearing systems combine the self-lubricating, low-friction characteristics of PTFE with the high tensile strength characteristics of synthetic fibers. This unique system employs a stainless steel upper element sliding on a CHP lower element. This two-element concept has been accepted worldwide for use in major pipeline, bridge, building and industrial applications. The system will yield long life under high load conditions, and give the designer high pressure allowable loads even at design temperatures of 500° F.
The design engineer shall determine the square inches of bearing area required for the lower element by dividing the load by the allowable pressure indicated in the graph. The upper element is sized for movement after the lower element is sized for pressure. Size is out to out of back-up plate.
For ease of installation, CON-SERV recommends a back-up plate 1” larger than the PTFE size to allow a 1/2” recess all around. This recess must be provided for plates requiring a seal weld.
This bearing system has been tested in a long cycle friction apparatus. The coefficient of friction at 70°F for the load ranges indicated varies from 4% to 5%. This variation is due to the initial break-in period, not due to the variation in pressure.
When friction was recorded at the design temperature limit of 500°F, it was 2-1/2% to 1-1/2%, depending on the dwell time at 500°F. It is interesting to note that friction decreases with increases in either load or temperature. Certifications on this data are available upon request with job applications.
Guide Specification
The following specifications for CON-SLIDE™ (Type CHP) Slide Bearings will give the engineer a quality product when installed:
The bearing system consists of an upper element faced with stainless steel and a lower element faced with Type CHP, as manufactured by CON-SERV Inc., Airport Industrial Park, 685 Aviation Blvd., Georgetown, SC 29440, Phone: 843-546-1044.
The stainless steel shall be no less than 16-gauge A 240 Type 304 having a surface finish of less than 20 microinches RMS on the side in contact with CHP. The stainless steel shall be TIG stitch welded or spot welded around the periphery. The CHP material is a nominal 1/16” thick bonded in a heated bonding press under a controlled time, temperature and pressure.
The coefficient of friction shall average .04 at 6000 psi at 70° F. The element shall be flat and clean. Slots and holes, if required, shall be fabricated in the bearing manufacturer’s plant.
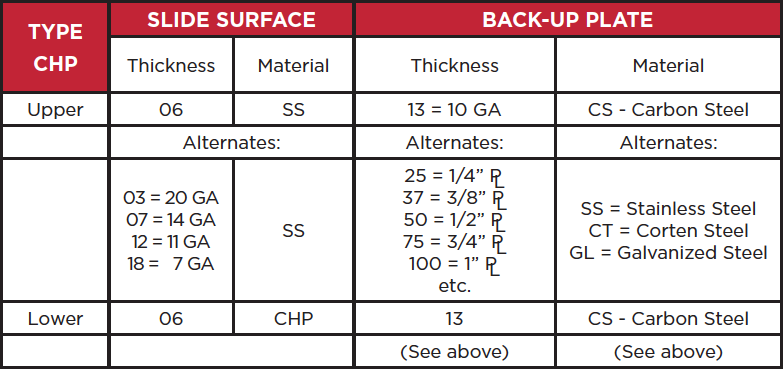
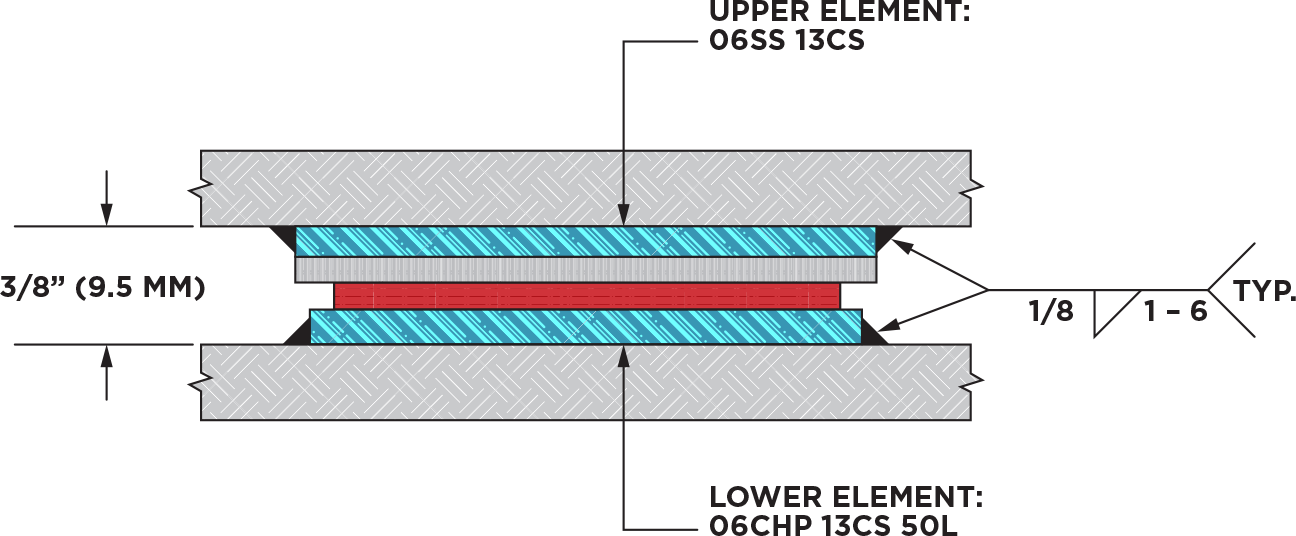
How to specify High Load Bearings
Type CHP
Upper Element
06SS 13CS 10” X 10”
06 = 1/16”
SS = Stainless Steel
Lower Element
06CHP 13CS 50L* 8” X 8”
06 = 1/16”
CHP = CON-SERV High Load Material
*50L = 1/2” Recommended Lip All Around
Installation of CON-SLIDE™ Type CHP Bearings
CON-SLIDE™ bearings with PTFE flush with the steel back-up plate should be stitch welded for attachment to the structure. A fillet weld 1” long every 6” on center on each side of the element is satisfactory. Usually one tack weld on each side is sufficient for elements 6” on a side or smaller.
The recessed-PTFE type bearing can be stitch welded or seal welded. Minimize heat input into the bearing with a skip-and-fill technique for seal welding (300° F for standard bond and 500° F for HT bond).
A CON-SLIDE™ bearing set usually consists of the larger element being the upper unit over the smaller lower element, thus eliminating the possibility of accumulating dirt or contaminants on the interface. The bearing will function with a larger lower element, however. The PTFE surfaces of the bearings shall be maintained clean and free from grit, dirt or grease.
Bearing elements with slots or holes should be welded in place to ensure slot or hole location.
The bearing slide surfaces must be protected during welding and maintained clean and free from foreign matter. The surface, if PTFE, must not be exposed to direct sunlight. Keep the PTFE surfaces covered.
Remove vinyl masking from stainless steel slide surfaces before final placement in the structure. Do not scratch or mar surfaces.

